

 当前位置:
当前位置:

 热门推荐
热门推荐




 推荐新闻
推荐新闻



 在线留言
在线留言 详情内容
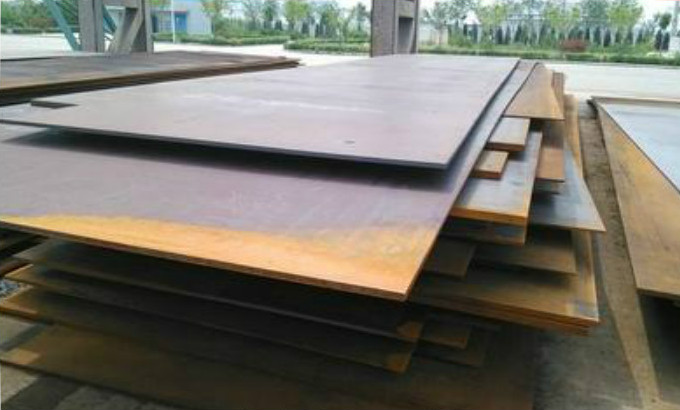
详情内容 一、09CuPCrNi-A钢板简介
09CuPCrNi-A是一种高强度耐候钢,舞阳钢厂可以所生产,其中Cu和P结合可对抗大气的腐蚀另外还有Cr和Ni,都是在不锈钢中用的材料。09CuPCrNi-A属于耐候钢,耐候钢(即耐大气腐蚀钢)是介于普通钢和不锈钢之间的价廉物美的低合金钢系列,在融入现代冶金新机制、新技术和新工艺后得以可持续发展和创新,属..钢技术水平的系列钢种之一。耐候钢由普碳钢添加少量铜、镍等耐腐蚀元素而成,具有钢的强韧、塑延、成型、焊割、磨蚀、高温、疲劳等特性;耐候性为普碳钢的 2~8 倍,涂装性为普碳钢的 1.5~10 倍,能减薄使用、裸露使用或简化涂装使用。该钢种具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能的特性,使构件制造者、使用者受益。09CuPCrNi-A具有良好的耐大气腐蚀性能、综合机械性能的经济耐候钢。主要用于铁道、车辆、桥梁、塔架等长期暴露在大气中使用的钢结构。

二、09CuPCrNi-A化学成分分析

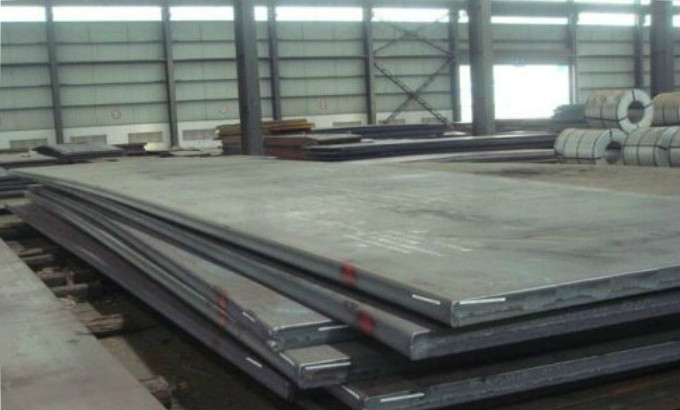
三、09CuPCrNi-A钢板的应用
09CuPCrNi-A具有保护锈层耐大气腐蚀,可用于制造车辆、桥梁、塔架、集装箱等钢结构的低合金结构钢。也可用于制造集装箱、铁道车辆、石油井架、海港建筑、采油平台及化工石油设备中含硫化氢腐蚀介质的容器等结构件。
如果大家还有任何其他疑问的话,欢迎关注成都龙合钢铁有限公司的网站,小编这边定期为大家带来精彩的知识分享!



